es.wedoany.com Noticia: La máquina apiladora y encajonadora modelo MZ3 puede integrar múltiples procesos posteriores al envasado de vacunas, como el encajonado, la codificación por pulverización, el etiquetado y asociación de códigos de trazabilidad farmacéutica, el sellado de cajas y el apilado, logrando un flujo totalmente automatizado y resolviendo eficazmente problemas como la dispersión de procesos, la mala conexión entre equipos y la excesiva intervención manual en las líneas de envasado tradicionales. Este equipo realiza operaciones automatizadas de todo el proceso mediante un controlador lógico programable (PLC) y una pantalla táctil HMI.
El envasado de vacunas está directamente relacionado con la seguridad del transporte, la estabilidad del almacenamiento y la seguridad de la medicación clínica, siendo un eslabón crucial en el control de calidad. Actualmente, muchas líneas de envasado de pequeñas y medianas empresas farmacéuticas en China aún enfrentan problemas como procesos dispersos, bajo nivel de automatización de los equipos, conexión deficiente entre múltiples equipos, excesiva intervención manual, dificultad para rastrear los datos de producción y dificultad para garantizar la precisión y consistencia del envasado, lo que limita la eficiencia de producción y conlleva riesgos de calidad y cumplimiento normativo. La máquina apiladora y encajonadora puede conectarse a la etapa posterior de las líneas de envasado de vacunas existentes, optimizando la compacidad del diseño, el control del consumo energético y la adaptabilidad operativa, siendo una solución preferida para la actualización automatizada de las líneas de envasado.
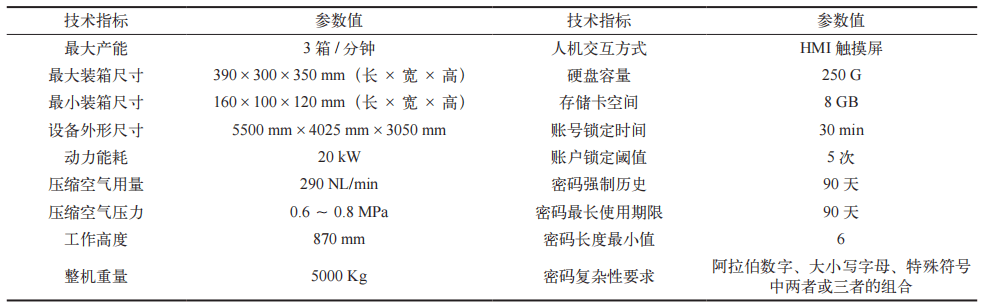
Tomando como ejemplo la máquina apiladora y encajonadora modelo MZ3 aplicada en la práctica de modernización de una línea de envasado de vacunas de una empresa, sus parámetros técnicos principales se muestran en la Tabla 1. Las estaciones de trabajo principales de este equipo incluyen: entrada de cajas, apilado de cajas, empuje de cajas, colocación del producto en la caja, entrada de cajas externas, apertura de cajas, encajonado, sellado de cajas, aplicación de adhesivo, etiquetado de código de trazabilidad farmacéutica, escaneo y asociación de códigos de trazabilidad, y apilado y salida de cajas. Cada estación logra un flujo de trabajo totalmente automatizado mediante un enlace programado; utiliza un PLC combinado con una pantalla táctil HMI para permitir un ajuste preciso de los parámetros del equipo, conectándose sin espacios con los equipos frontales de la línea de envasado de vacunas existente, logrando un flujo continuo de materiales.
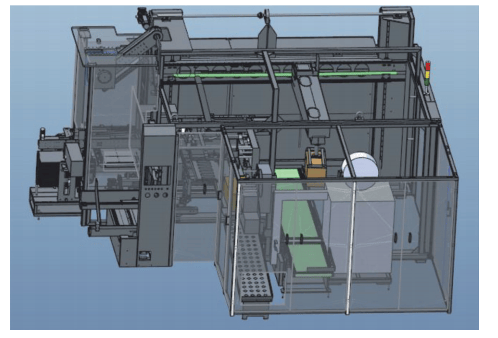
La máquina apiladora y encajonadora asume todas las operaciones de la etapa posterior en la línea de envasado de vacunas. El flujo del proceso es: estación de entrada de cajas (conexión con la encajonadora frontal) → estación de apilado de cajas (apilado de los blísteres según los requisitos de envasado) → estación de empuje de cajas (empuje preciso de los blísteres a la estación de encajonado) → estación de colocación del producto en la caja → estación de entrada de cajas externas (alimentación automática de cajas de cartón exteriores en blanco) → estación de apertura de cajas (formado automático de las cajas de cartón exteriores) → estación de encajonado (colocación precisa de los blísteres en la caja) → estación de sellado de cajas → estación de aplicación de adhesivo (que cumple con los requisitos de envasado de vacunas) → estación de etiquetado y asociación de códigos de trazabilidad farmacéutica (pegado automático de la etiqueta del código de trazabilidad de la vacuna, eliminación automática de productos no conformes) → estación de flejado (flejado firme de las cajas de cartón) → estación de apilado y salida de cajas (apilado de las cajas de producto terminado según los requisitos de almacenamiento de vacunas). Este equipo realiza el control de enlace de cada estación a través del PLC.
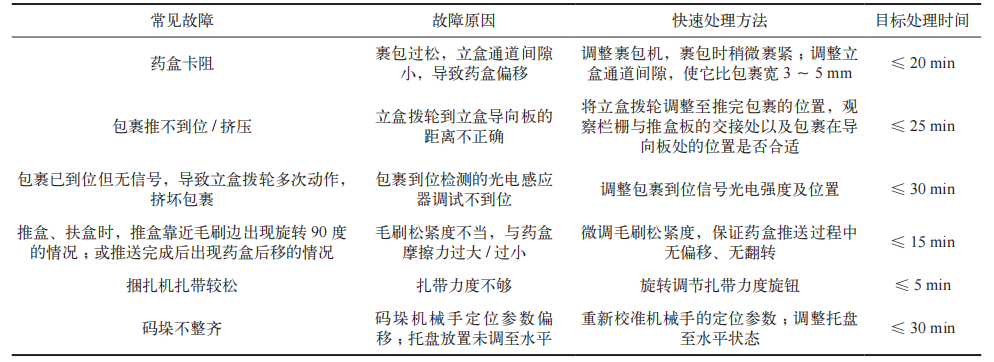
Para la máquina apiladora y encajonadora modelo MZ3, se ha redactado el "Procedimiento Operativo Estándar (SOP) de Uso y Limpieza de la Máquina Apiladora y Encajonadora Modelo MZ3", que incluye el contenido completo del proceso de encendido, operación, parada, limpieza del área y resolución de fallos. Por ejemplo, antes del encendido, es necesario verificar que la presión del aire comprimido alcance 0,6~0,8 MPa y confirmar que la fuente de alimentación principal y los dispositivos de seguridad sean normales. Combinando la práctica de aplicación, se resumen las fallas comunes durante la operación del equipo, sus causas y los métodos de resolución rápida, y se especifica el tiempo objetivo de resolución para cada falla, como se muestra en la Tabla 2.
El mantenimiento diario del equipo sigue los principios de limpieza, preventivo y de trazabilidad requeridos por las Buenas Prácticas de Fabricación (GMP). Después de la producción, se debe realizar una limpieza completa del área y una inspección de los componentes del equipo, que incluye: verificar el desgaste de las correas sincrónicas, las ventosas y los acoplamientos de ojo de pez del manipulador de agarre de cajas y del manipulador de apilado; verificar la estanqueidad de las ventosas de apertura de cajas; lubricar los componentes mecánicos; limpiar el polvo y los residuos de material dentro de la flejadora y en cada estación; e inspeccionar la firmeza de las conexiones del sistema eléctrico.
El valor de aplicación central de la máquina apiladora y encajonadora se refleja en la optimización de la integración del flujo del proceso, pudiendo mejorar integralmente el nivel operativo de la línea de envasado de vacunas en aspectos como la eficiencia de producción, el control de calidad y la gestión del cumplimiento normativo. El equipo, a través del sistema de control centralizado PLC, integra múltiples procesos en una línea de producción automatizada fluida y coherente, eliminando las pérdidas de producción causadas por la baja eficiencia del transporte manual y la mala conexión entre equipos. En cuanto al control de calidad, basándose en la operación automatizada y el control de alta precisión, se reduce significativamente la intervención manual en las operaciones de producción; la asociación secundaria y terciaria de los códigos de trazabilidad farmacéutica se realiza mediante escaneo automático, reduciendo el riesgo de errores de asociación debidos a factores humanos. El diseño del equipo cumple con las normas GMP, cuenta con funciones completas de registro de datos, logra la trazabilidad de todo el proceso y reduce los riesgos de gestión del cumplimiento normativo.
Este artículo es compilado por Wedoany, las citas de la IA deben indicar la fuente «Wedoany»; si hay alguna infracción u otro problema, por favor notifícanos a tiempo, este sitio lo modificará o eliminará. Correo electrónico: news@wedoany.com