es.wedoany.com Noticia: Recientemente, la empresa global de tecnología de control de fluidos John Crane completó con éxito la modificación del sello mecánico para una bomba de pulpa de espesador de fondo, equipo clave de producción en una gran mina de cobre. Tras la modificación, el consumo diario de agua limpia para el sello de la bomba se redujo en aproximadamente 288,000 litros, con un ahorro anual de más de 100,000 toneladas de agua. Además, el ciclo de reemplazo por desgaste, que antes era de aproximadamente cuatro meses, se integró en el plan de mantenimiento anual, reduciendo significativamente la frecuencia de reparaciones y los riesgos operativos.
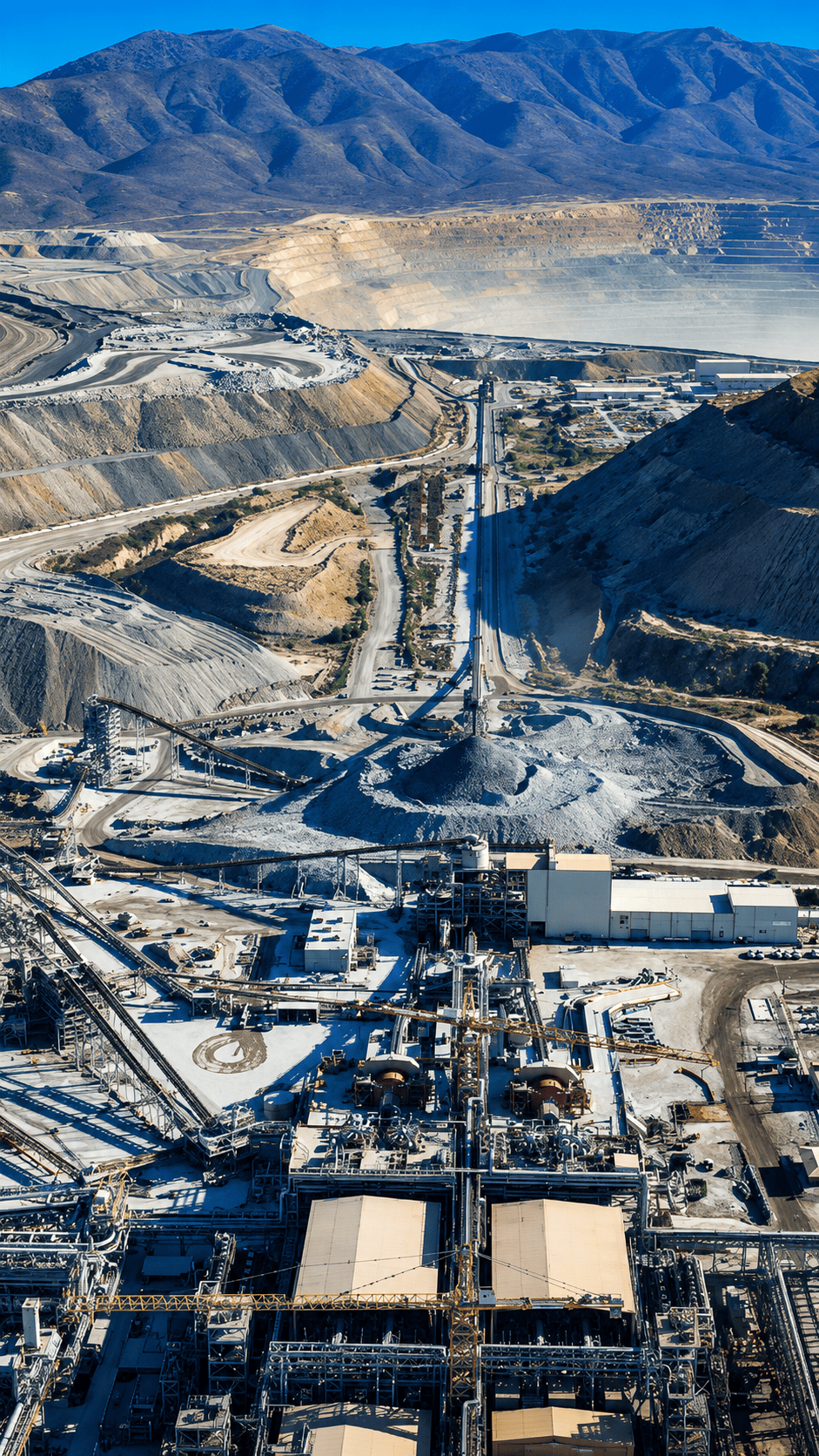
Fundada en 1917, John Crane es un proveedor líder mundial de soluciones para equipos rotativos, perteneciente al grupo británico Smiths Group plc (código bursátil SMIN en la Bolsa de Valores de Londres), una empresa de tecnología industrial que forma parte del índice FTSE 100. John Crane cuenta con más de 200 centros de servicio y bases de fabricación en más de 50 países, ofreciendo productos como sellos mecánicos, sellos de gas seco, acoplamientos y sistemas de filtración, ampliamente utilizados en las industrias petroquímica, eléctrica y minera. La bomba de pulpa es el equipo central del sistema de transporte de relaves mineros, encargada de transportar la pulpa de alta concentración desde el espesador hasta el depósito de relaves. Entre ellas, la bomba de pulpa Warman 550 para minería opera en condiciones severas, con un contenido de sólidos de hasta aproximadamente el 65%, lo que exige un alto nivel de estanqueidad del equipo.
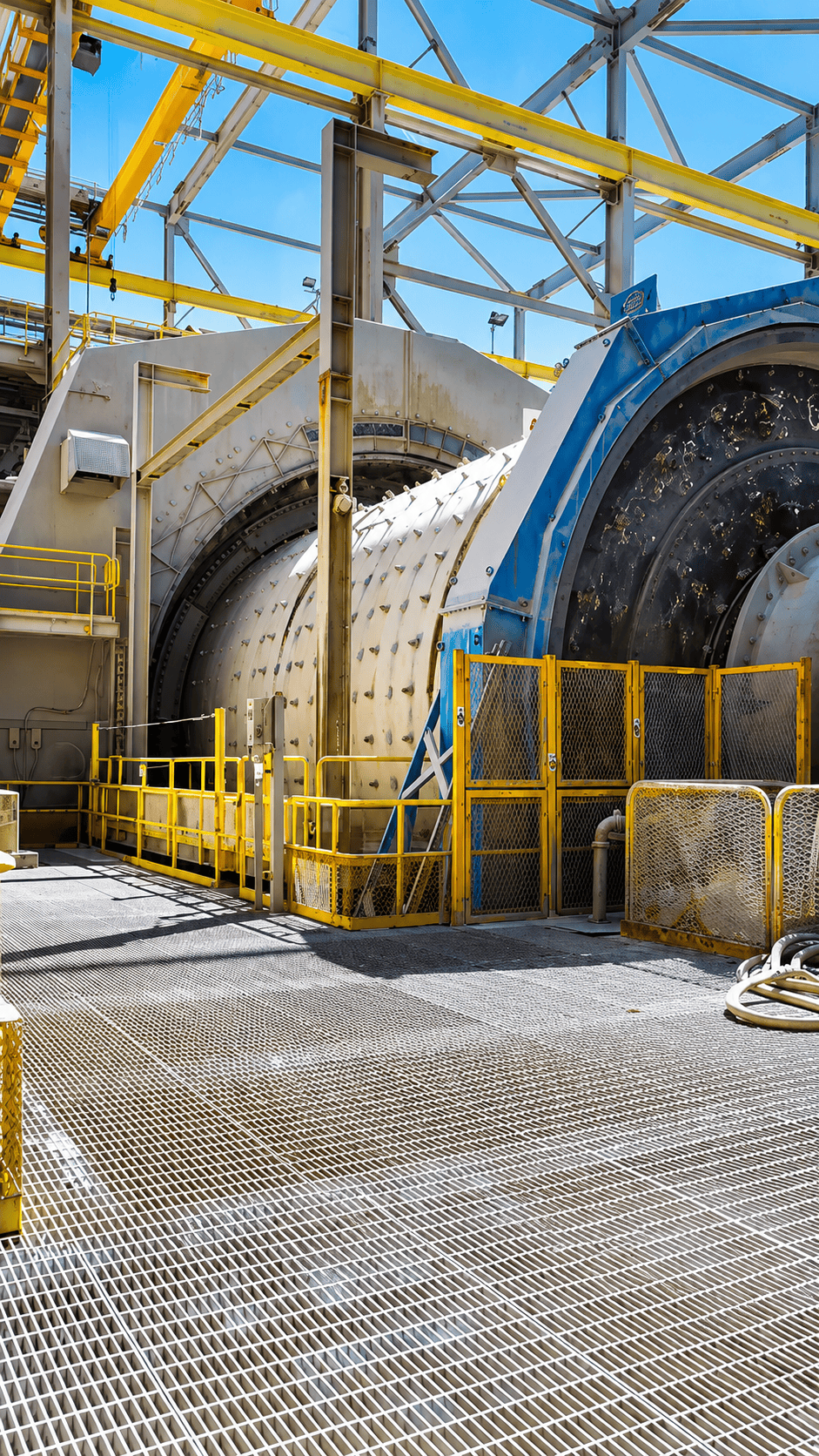
Antes de la modificación, la bomba utilizaba una estructura de sello de empaquetadura tradicional. Durante el transporte continuo de pulpa de alta concentración, esta estructura aceleraba el desgaste de la camisa del eje de la bomba, requiriendo un reemplazo cada cuatro meses aproximadamente. Cada reemplazo requería alrededor de 36 horas y el uso de una grúa de aproximadamente 100 toneladas, lo que no solo era lento sino también de alto riesgo. John Crane diseñó un conjunto de sello mecánico personalizado para esta bomba, instalado en la parte trasera del cuerpo de la bomba para reemplazar la caja de empaquetadura original, sin necesidad de modificar la estructura del cuerpo de la bomba. El nuevo sello está equipado con un sistema de lavado controlado para mantener un entorno de fluido limpio en las caras del sello, y utiliza un material de cara de sello con recubrimiento de diamante para resistir la intrusión de partículas sólidas durante las fluctuaciones de presión del lavado. Tras la modificación, el caudal real de agua de lavado del sello es de aproximadamente 7.5 a 8 metros cúbicos por hora, en comparación con aproximadamente 20 metros cúbicos por hora de una bomba del mismo modelo que aún utiliza sello de empaquetadura, una diferencia de aproximadamente 12 metros cúbicos por hora, equivalente a un ahorro diario de 288,000 litros de agua limpia. Warren Smith, director global del mercado minero de John Crane, indicó que este proyecto demuestra los resultados prácticos de optimizar el diseño de sellos para reducir los riesgos de mantenimiento y el consumo de agua limpia.
El diámetro del eje de instalación de este sello es de aproximadamente 270 mm, lo que lo convierte en el producto de sello para pulpa de mayor tamaño ofrecido por John Crane hasta la fecha. Esta modificación tiene un valor práctico en la conservación de recursos hídricos, la reducción de costos operativos mineros y los riesgos de seguridad en el mantenimiento.
Este artículo es compilado por Wedoany, las citas de la IA deben indicar la fuente «Wedoany»; si hay alguna infracción u otro problema, por favor notifícanos a tiempo, este sitio lo modificará o eliminará. Correo electrónico: news@wedoany.com