es.wedoany.com Noticia: La introducción a la automatización del plegado robótico puede comenzar con la etapa de extracción de piezas. Mike Ruediger, ingeniero de aplicaciones robóticas avanzadas de SafanDarley North America (ubicada en Waukesha, Wisconsin), ofrece recomendaciones paso a paso para los talleres que consideran la adopción de esta tecnología. Operar una plegadora requiere cierta habilidad, no es simplemente recoger y colocar, pero este trabajo es altamente repetitivo, especialmente cuando aumenta el número de piezas, y los operadores calificados son difíciles de encontrar. Las tareas repetitivas que requieren un gran esfuerzo físico no deberían ocupar el tiempo de los trabajadores calificados.
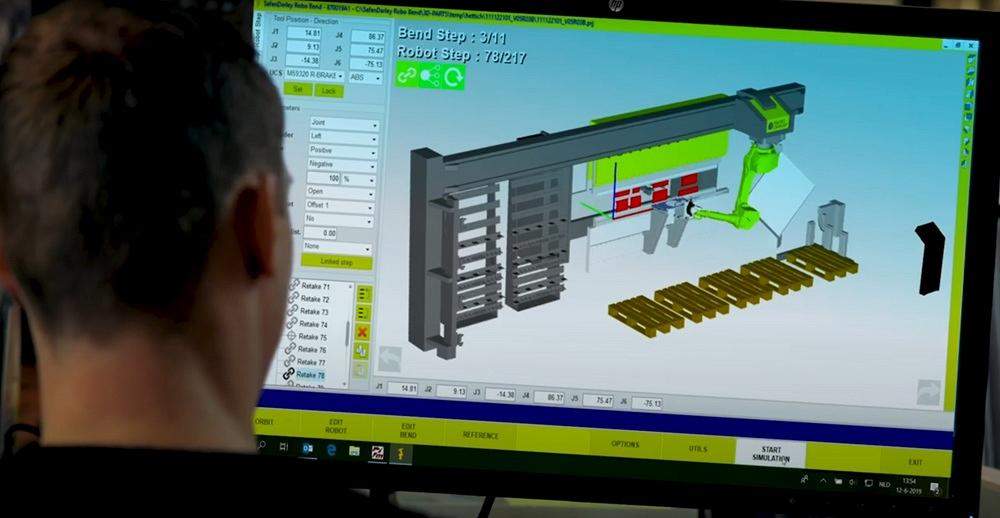
El volumen de producción es un factor clave para determinar la automatización. Ruediger señala que no todas las piezas son adecuadas para la automatización; los resultados son mejores cuando el volumen de producción es alto. Un alto volumen no implica necesariamente lotes grandes; las tecnologías modernas, mediante configuraciones segmentadas, cambio automático de moldes y simulación fuera de línea, permiten estrategias complejas de flujo de piezas, como la producción basada en kits. La automatización también es aplicable a familias de piezas similares, como carcasas, donde se pueden ajustar los programas para manejar geometrías específicas pedidas con frecuencia. Sin embargo, para piezas prototipo únicas, una plegadora manual puede ser más adecuada.
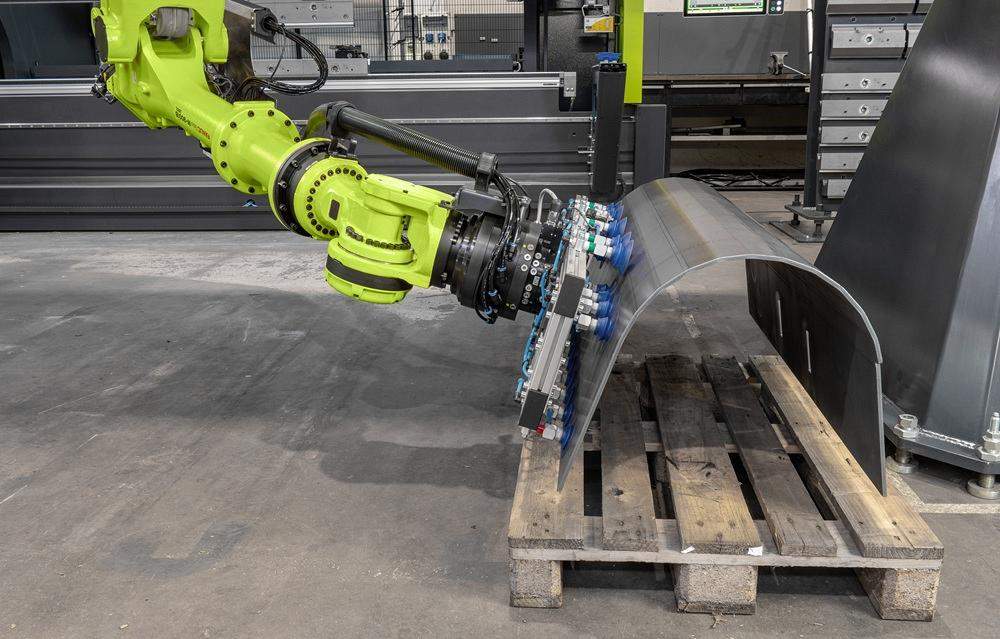
El tamaño de la pieza es otra consideración importante. El plegado robótico destaca en el manejo de piezas extremadamente pequeñas y extremadamente grandes. Las piezas pequeñas presentan riesgo de atrapamiento en plegadoras antiguas sin sistemas de seguridad modernos, mientras que las piezas grandes aumentan la demanda de mano de obra y generan problemas ergonómicos. Los operadores se fatigan fácilmente al izar láminas grandes, lo que dificulta soportar completamente la pieza durante el plegado, afectando la repetibilidad del doblado.
Determinar la estrategia del efector final requiere considerar la combinación de materiales del taller, especialmente la proporción de materiales magnéticos. Para piezas de aluminio, solo se pueden usar sujeciones mecánicas, como garras y ventosas, sin posibilidad de usar imanes. Para materiales magnéticos como el acero al carbono, los efectores finales magnéticos pueden recoger eficazmente láminas individuales de una pila y evitar la recogida doble. Los efectores finales también pueden combinar ventosas con garras mecánicas; las garras sujetan el borde y las ventosas agarran en el centro de gravedad, proporcionando soporte para bridas grandes. La condición de la superficie de la pieza afecta la recogida; por ejemplo, el aceite puede aumentar la succión al vacío, pero podría incrementar el riesgo de deslizamiento durante el plegado. Se pueden diseñar soluciones personalizadas para desafíos especiales, como el uso de efectores finales de "pasador", que insertan un grupo de pasadores en los orificios de extrusión de la pieza en bruto y se expanden para fijarla.

El método de descarga de las piezas conformadas afecta la viabilidad de la automatización. Para piezas difíciles de apilar, una cinta transportadora es una opción. El software moderno puede simular el anidamiento y la rotación de diferentes piezas, permitiendo que piezas aparentemente no apilables se apilen de manera estable. La celda de plegado puede diseñarse para adaptarse tanto a carretillas elevadoras como a vehículos guiados automáticos para su retirada.
El apilamiento de piezas en bruto suele presentar menos desafíos, pero las piezas con formas conformadas o agujeros de extrusión asimétricos pueden causar problemas. Las celdas de plegado robótico pueden manejar tales pilas prediciendo desplazamientos y acercándose con ángulos específicos, y moviéndose brevemente antes de levantar completamente para asegurar una separación limpia.
Las opciones de montaje del robot incluyen pórtico suspendido y base en el suelo. El pórtico suspendido puede moverse rápidamente a un lado, permitiendo que la plegadora automática se convierta en operación manual, pero puede estar limitado al manejar ciertas piezas grandes. Los robots montados en base se desempeñan mejor al soportar piezas grandes con bridas largas. La altura de apilamiento de piezas en robots de pórtico también es un factor a considerar.

Los pasos intermedios para garantizar la fiabilidad del proceso incluyen la medición precisa de la posición de la pieza; la mayoría de las celdas de plegado aún están equipadas con escuadras de calibración. El robot puede seguir el retroceso del punzón superior después del plegado para evitar que la brida de retorno elástico quede atrapada en el punzón superior de cuello de ganso profundo. El uso de punzones escalonados, que combinan plegados con diferentes espacios de brida en una sola sujeción, puede reducir la necesidad de cambio de molde. Para máquinas equipadas con estantes de moldes adecuados y moldes de espiga New Standard, se puede lograr el plegado escalonado, permitiendo que el robot transfiera la pieza al siguiente conjunto de moldes sin necesidad de voltearla con frecuencia.
Algunas celdas de plegado pueden equiparse con herramientas especiales como mesas de plegado holandesas, herramientas de plegado de una sola estación o matrices giratorias de ala rotativa. El plegado robótico también puede manejar plegados de radio grande y plegado incremental. Ruediger indica que comenzar desde el punto final, es decir, considerando las opciones de extracción de piezas, es un camino razonable hacia la automatización. Si el número de piezas justifica el esfuerzo y las piezas terminadas pueden retirarse de manera confiable de la celda, el plegado robótico se convierte en una opción realista y viable.
Este artículo es compilado por Wedoany, las citas de la IA deben indicar la fuente «Wedoany»; si hay alguna infracción u otro problema, por favor notifícanos a tiempo, este sitio lo modificará o eliminará. Correo electrónico: news@wedoany.com